 凡进行过硬质合金“线切割”加工的人都会有一种体会,甚至在切割过程中都产生过担心,很怕硬质合金(特别是大块硬质合金)产生崩裂。产生这种现象的根本原因就是硬质合金“内能”的不均匀,短时间局部释放造的。为避免或尽量避免“崩裂现象”的发生,需要生产者和使用者双方的理解、配合和协调,西迪小编建议如下:
凡进行过硬质合金“线切割”加工的人都会有一种体会,甚至在切割过程中都产生过担心,很怕硬质合金(特别是大块硬质合金)产生崩裂。产生这种现象的根本原因就是硬质合金“内能”的不均匀,短时间局部释放造的。为避免或尽量避免“崩裂现象”的发生,需要生产者和使用者双方的理解、配合和协调,西迪小编建议如下:
1、作为硬质合金的生产者应根据硬质合金热导率低,集聚的能量(内应力)在短时间内难以释放的特性,在烧结大块硬质合金和事后需要进行线切割加工硬质合金时,应在允许的技术范围内尽量放慢升温和冷却速度,尽量延长高温的保温时间。
2、要主动规避风险,尽量避免急订货,立即切割的现象,要让硬质合制品在露天或室内地面进行自然时效一段时间,建议1~2个月。
3、线切割前应先把硬质合金制品的大平面或大圆柱面进行粗磨,再放几天进行切割;如能在自然时效前进行粗磨就更加稳妥。
4、有条件的单位也可以对硬质合金进行冷处理(0℃~10℃)24小时后再进行线切割。
总之,要点就是要在切割硬质合金前尽量将其内部的能量均匀地释放至最少,不让其形成破坏力。
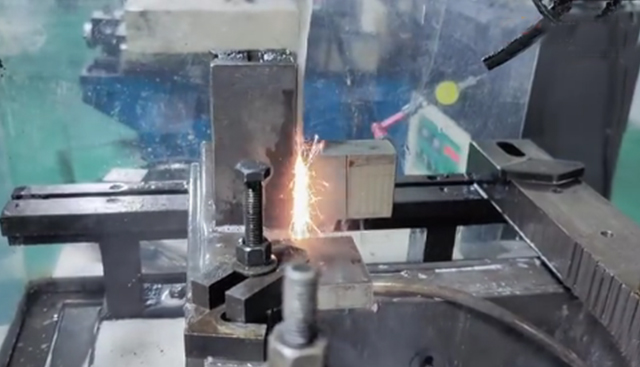
西迪技术股份有限公司拥有几十余台电火花加工设备,包括慢走丝切割,精密中走丝、高精密电火花、快速穿孔等设备,能够满足硬质合金精密配合件、上下异形件、齿轮斜齿轮等工件的切割,有专门的电火花生产车间进行硬质合金电火花加工,满足客户对产品特殊加工的需求。







